
2024-01-31 14:42:00
考虑到吸气剂的原理、激活方式以及产品封装对内部真空度的要求,选择合适的真空封装工艺尤为重要,真空焊接可以选择真空钎焊、真空激光焊接等,但针对含有吸气剂器件的真空封装,这两种工艺有着显著区别。以下就这两种工艺展开讨论,并重点介绍真空激光焊接技术在此类产品中的应用。

真空钎焊是一种在真空环境中进行的钎焊技术,广泛应用于需要高强度、高精度和无氧化连接的工业和高科技领域。其工作原理是在真空炉中,将钎料加热至其熔点以上,但低于基材的熔点,钎料熔化并流动。
真空钎焊的温度一般在600℃~1200℃,具体取决于所使用的钎料种类。选择钎料时,需要考虑钎料与壳体和盖板材料的相容性、所需的机械强度和耐腐蚀性。
吸气剂的性能会受到温度和真空环境的影响。如果钎焊温度超过吸气剂的激活温度,则吸气剂在钎焊过程中可能已经被激活,这可能是有利的,因为吸气剂在焊接后已经处于最佳状态。然而,过高的温度(远超激活温度)会导致吸气剂的表面烧结或钝化,从而降低吸附性能。例如,Zr-Al合金和Zr-V-Fe合金在500°C以上可能发生表面相变,影响吸附能力。
此外,一些对于温度敏感的电子元器件使用真空钎焊可能会带来不利影响。例如MEMS(微电子机械系统)器件:MEMS器件在高真空环境中工作以减少气体阻力和提高性能,真空钎焊的高温可能导致封装内的材料释放出气体,影响真空度。并且MEMS器件中的微机械结构和电子元件对高温非常敏感,真空钎焊过程中高达600-1200°C的温度会导致这些微结构变形或损坏。
真空激光焊接技术是一种在真空环境下进行的高精度焊接方法,利用高能量的激光束熔化和连接金属或其他材料。高能量的激光束由激光器产生,激光通过光学系统传输和聚焦,激光束集中在焊接点上,使材料迅速熔化。当激光束移开或关闭后,熔化的材料冷却并固化,形成牢固的焊接接头。整个焊接过程在真空腔内进行,以避免空气中的氧气和其他气体对焊接质量的影响,同时保持高真空环境,特别适合真空封装应用。
真空激光焊接能够精确控制热输入和焊接区域,适用于微小元件和复杂结构的高精度焊接。焊接的热影响区小,能够有效保护温度敏感的材料和元器件,避免过热损伤。激光焊接是非接触式的,减少了对材料和元器件的机械应力和损伤,提高了焊接质量,并且适用于多种材料和不同的焊接需求,能处理复杂几何形状和多样化的封装设计。
而真空激光焊接技术中存在一个技术难题:烟尘问题。
材料蒸发:
激光焊接过程中,高能量激光束集中在焊接点,使得材料迅速熔化甚至蒸发,产生金属蒸气和微粒。这些微粒在真空中没有空气介质阻挡,容易扩散。
材料溅射:
高温熔融的金属在焊接过程中可能会发生溅射,产生金属微粒,这些微粒形成烟尘。
影响光学系统:
烟尘在真空腔内的扩散可能会附着在激光器的光学元件(如镜片、透镜)上,影响激光束的传输和聚焦,导致焊接质量下降。
降低真空度:
产生的烟尘颗粒会增加真空腔内的颗粒污染,降低真空度,影响精密电子元器件的封装效果和长期性能。
焊接缺陷:
烟尘颗粒可能会附着在焊缝或周围材料上,导致焊接缺陷,如气孔、夹杂物等,降低焊接质量和机械强度。

金密激光研发的真空激光焊接系统由离子泵、分子泵、真空腔体、光学系统、控制系统等构成,并通过工艺参数及工艺流程的大量研究,可有效避免烟尘问题,并已应用至多种不同材料及产品的真空封装中。
应用材料:不锈钢(SUS304、SUS316、SUS316L、SF20F等)、铝合金(6061、4047)、钛合金(TC4)、可伐合金、坡莫合金、钨、钼、铜、金、锆合金等。
铝合金激光焊接应用

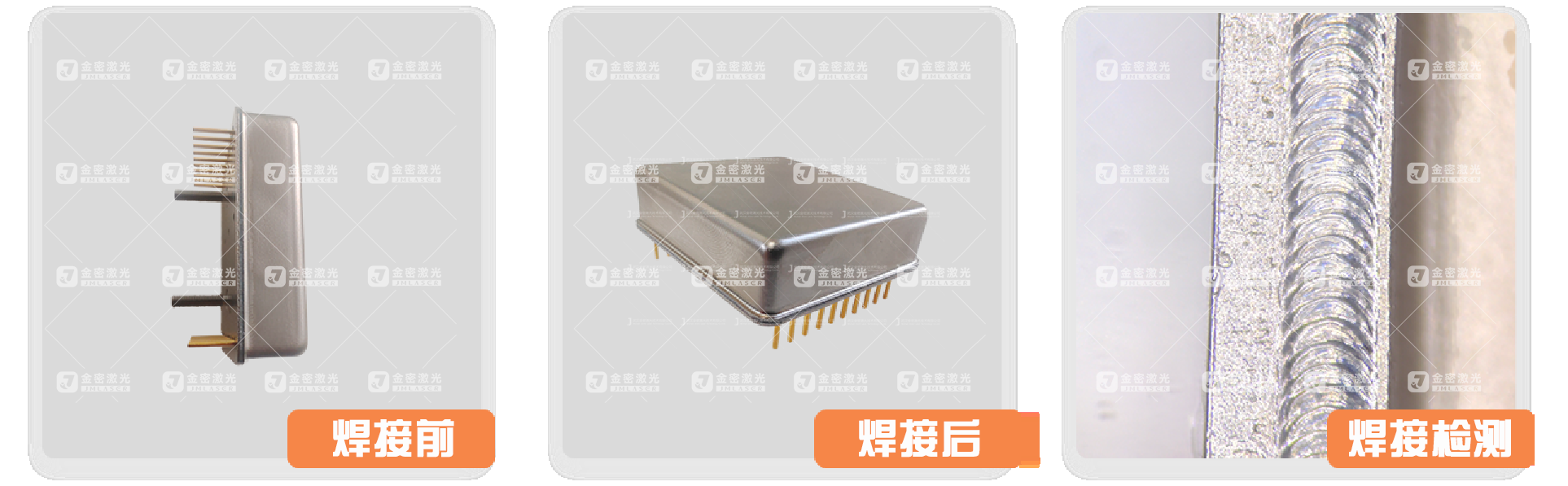
坡莫合金激光焊接应用
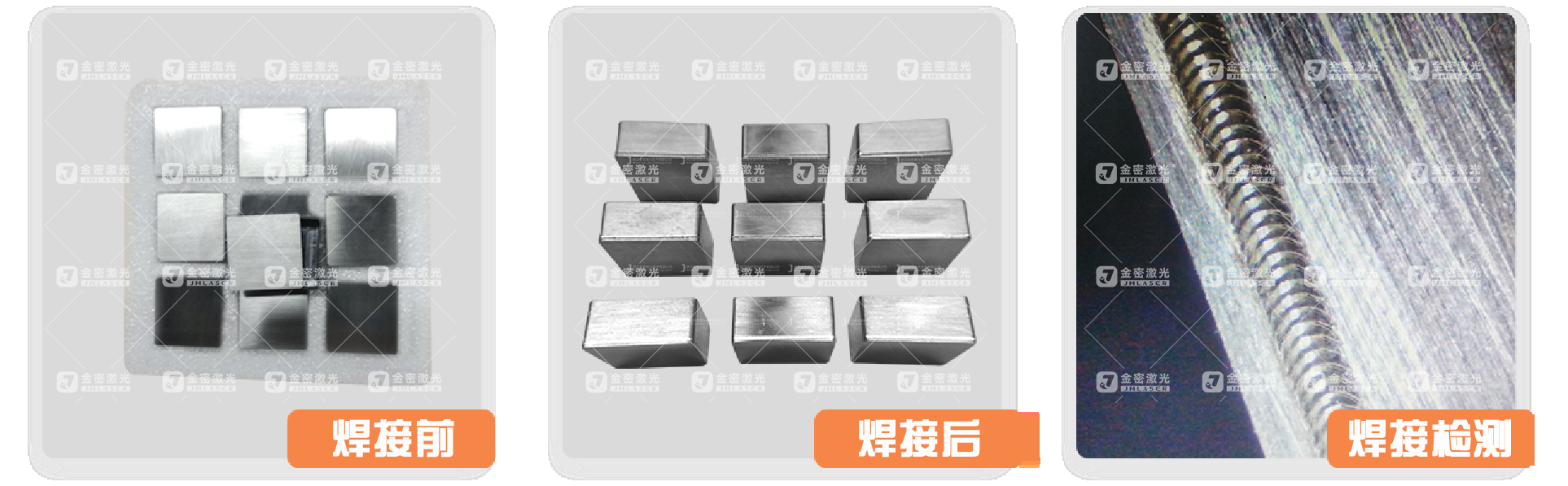
不锈钢激光焊接应用

钛合金激光焊接应用

可伐合金激光焊接应用

镀镍可伐合金激光焊接应用
真空度与气密性:
真空腔体内真空度可达10-6pa,封装完成后壳体内部真空度可达10-4pa。同时真空环境减少了氧化反应,避免了气孔和夹杂物的产生,从而提高了焊接质量,可获得绝佳密封效果,经氦质谱检测气密等级可达10-12 Pa·m³/s。
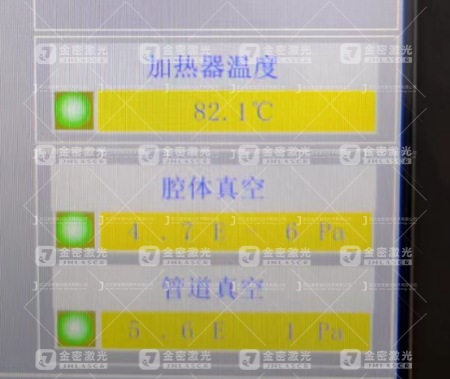
腔体及管道真空度监测
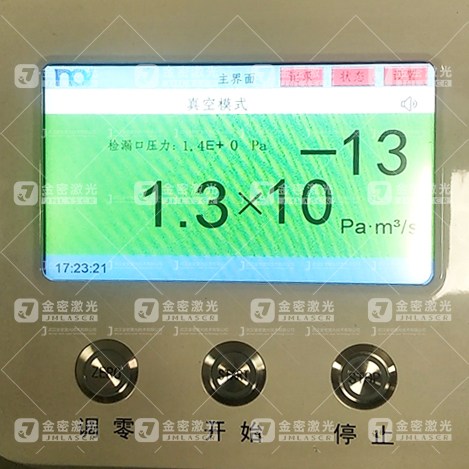
氦质谱检漏数据
激活吸气剂:
在真空中加热吸气剂进行激活可防止氧化和去除表面污染物,以确保吸气剂的活性和吸附能力。空气中的氧气和水蒸气是主要的污染源,它们会显著降低吸气剂的性能。通过在真空环境中加热,可以避免这些气体的负面影响,确保吸气剂在超高真空系统中的有效性和稳定性。
材料放气:
金属材料在激光焊接瞬间释放气体,对精密器件内部真空度会产生巨大影响。
例如20mm*20mm*10mm的坡莫合金壳体在进行封焊时,我们通过低噪声锁相放大器监测产品内部器件发出的振幅频率衰减数据得出,材料放气量直接导致腔体内部真空度瞬间由10-4pa降至10-2pa。

低噪声锁相放大器
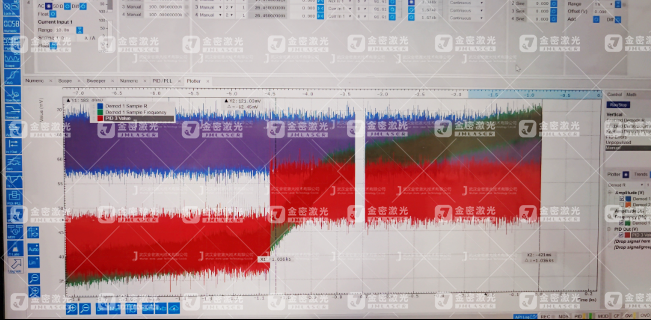
锁相放大器监测数据曲线
金密激光的真空激光封焊系统通过特有工艺有效避免了焊接瞬间材料放气对腔体内真空度的影响。
真空激光焊接技术是一项非常先进的激光加工工艺,完善的真空激光焊接设备并非真空系统与激光加工系统的简单组合。金密激光研发的真空激光焊接设备已成功克服上述可能存在的问题,并得到了航空航天、兵器装备、船舶制造、MEMS传感器等多个领域客户的高度认可!











